|
|

|

|
|||
|
|
|
|
The Flow Cutting cycle will follow the direction of the two polylines, so you can use the command NCREVDIR to reverse the direction of the two polylines if desired.
Since there is nothing to contain the tool path when it meets the bottom of the shape, we will use the NURBS Working Area settings to define the top and bottom of the shape so that the tool path does not go below the bottom of the part.
Open MCADCLFLOW.dwg and start Router-CIM. Change your knowledge settings to match the ones below:
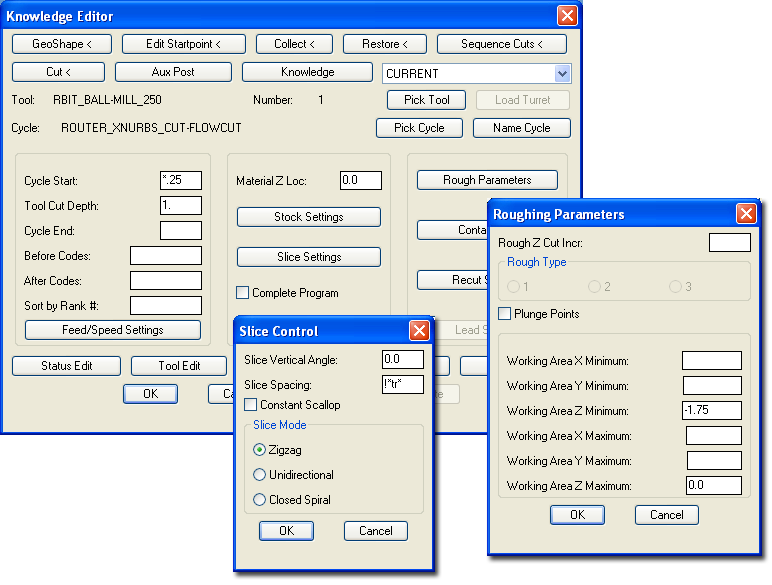
The Roughing Parameters window will allow you to set the Working Area minimum and maximum so that no tool paths cross beyond these areas. Set the Z Maximum to 0.0 which is the top of the part and the Z Minimum to -1.75 which is the bottom of the part and then no tool paths will fall below the part.
Setting the Slice Mode to Zigzag will allow the tool path to make a step down between each pass without lifting up to the Safety Plane between passes.
Change your settings to match the ones here and then make a cut, selecting the solid as the shape to cut and the two green polylines as the Flow Lines. If prompted to redefine the surfaces, answer Yes. Your results should look like the one below:
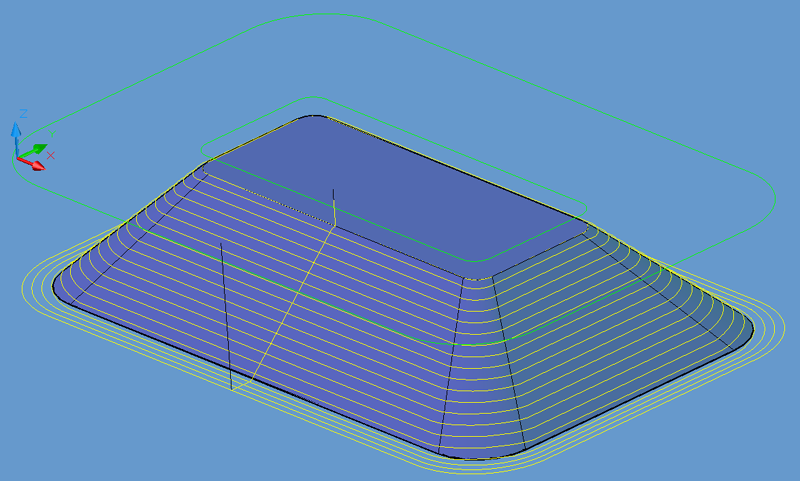
This tool path will step down in Z for each pass without lifting the tool up to the Safety Plane, and continue cutting the solid until it gets to the bottom of the shape at -1.75. Then, since it is still cutting until it meets the larger of the two closed flow lines, it will make passes in XY. Making a smaller outside flow line, that matches the shape would avoid the extra passes at the bottom.