|
|

|

|
|||
|
|
|
|
|
Linear Pocketing will move the tool across the shape to be cut in a straight back and forth pattern, removing material with each pass. There is a provision for a finish pass to clean up the profile of the shape and also provisions for clean up passes around islands in the shape.
The direction of the cut (in degrees) can be controlled give a cut in the X direction, Y direction, or at any angle.
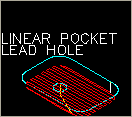
Linear Pocket Lead-Hole will allow the tool to plunge into a hole that has already been created in the part to avoid the tool plunging into the material and breaking.
Pocketing does not use cutter radius compensation due to the fact that areas of the cut may exist where the tool could be cutting on both the left and right side and cutter radius compensation would ruin the part. If a finish pass is needed with cutter radius compensation, leave material in the pocket with the finish allowance and make a separate pass with another cut cycles. |
During the cut, you will be prompted to select the lead hole location. Use the center point OSNAP and pick the center of the hole into which you want the tool to plunge to make the lead in. Note that the tool will plunge into this hole and make a linear move at feedrate to the start of the shape, so the hole should be placed fairly close to the start point to avoid unnecessary cycle time.

Linear-Pocket-Lead-Hole tool path.

Linear Pocket Lead-Hole parameters.
The following parameters effect the toolpath creation:
The normal response here is !*TR* (Tool Radius). The pocketing tool will stay away from the inside of the pocket and the outside of any islands by the value of this parameter.
The value here is added to Finish Allowance to provide for a finishing tool to clean up the pocket if necessary.
The value entered here will be added to Finish Pass above to provide material left for a clean up pass on the pocket with a separate tool.
Either Y or N are valid values here.
N tells Router-CIM to apply the same values specified in Finish Pass and Finish Allowance to all islands contained in the pocket.
If Y is entered, you will be prompted for different values to use for the Island pass offset during the cut.
This value is the spacing between each pass of the tool in the pocket.
Using !*TR* will offset each pass by the Tool Radius. Entering a numeric value will set the pass spacing to that number.
Changing Cut Angle will change the direction of the linear passes made inside the pocket during cut.
The value given is in degrees.
N tells Router-CIM to determine the direction on its own.
Valid entries are CW or CCW for clockwise or counter-clockwise. Leaving the parameter blank will default to CCW in a linear pocket.
A Standoff pass is described as a tool path that travels around the island(s) and the inside of the pocket after the pocket roughing tool path has been created. The default response is blank or N (no). No Standoff pass will be created.
A Standoff pass will be produced when a value is entered in this parameters. If Y (yes) is entered, you will be prompted during cut for the Standoff Pass amount.
The default entry is left blank or N (no). When Y (yes) is entered, the routine will check to see if islands collide (on first offset) with other islands, or if islands collide (on first offset) with the pocket. This collision detection prevents a tool path from being created when a tool has a diameter too large to traverse between islands and/or between islands and the pocket.
When set to Y, the pocketing routine will run slower than normal.
The safety plane is the index plane Z location. If a ' * ' is used as the first character, that position is absolute in world Z coordinates, otherwise it is considered to be the distance above the shape.
This controls the depth per pass in Z. It is also the initial Peck Increment.
This parameter controls the total depth of the cut. If a ' * ' is used as the first character, that position is absolute in world Z coordinates. If it does not, then that distance is considered to be the distance below the initial shape.
Initial feedrate to start the drilling operation.
The RPM value to use for the spindle for this tool path.
Values placed here will be output in the cut cycle before the tool enters the material, typically at the height of the Safety Plane once the tool length compensation is set.
Values placed here will be output in the cut cycle after the tool has retracted from the cut, typically at the height of the Safety Plane after the cut is finished.
A numeric value to use for the tool path created to allow the Sequence to place cuts in a specific order when the code is created.
**Changing values in the cycle parameters may yield unexpected results with some settings or on some geometry. Examine the toolpath and NC Code carefully before running your machine tool if you change these default settings.