|
|

|

|
|||
|
|
|
|
If Collet is chosen, the cut path will appear inside the part the distance designated in the Total Depth parameter on the Control Panel. This method requires that you either set the work coordinate to the tip of the tool, or set the distance from the tip of the tool to the center of the spindle in the horizontal tool length offset and use Plane Detect.

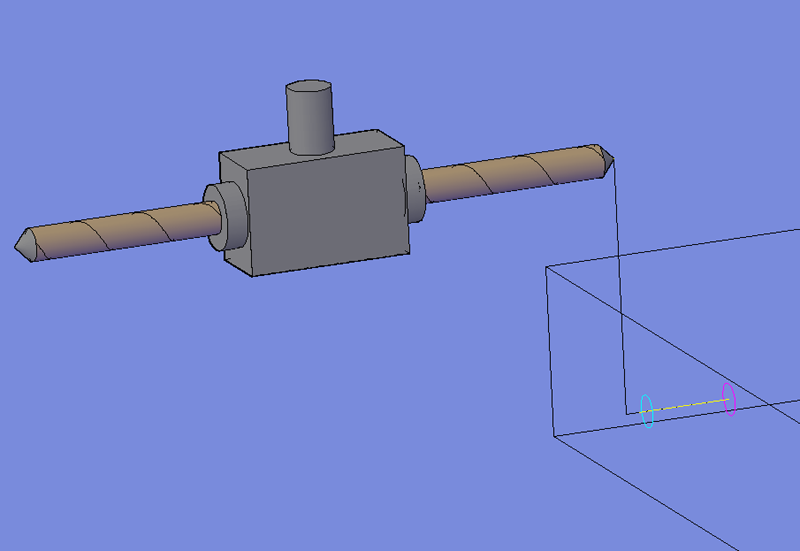
Horizontal Drill with Collet Offset tool path.
For an example of how this method would work, the following explanation is offered.
Looking at the picture below, the tools is a 3/8" Drill Bit, in a horizontal drill spindle.
The 4th axis Safe Plane is set to 2.0.
The Tool Length is set to 4.25.
The Aggregate Offset is set to Collet.
The Safety Plane is *.25, and the Cut Depth is -1.0.

Horizontal Drill with Collet Offset
The only caveat to this system is that you must set the work coordinate to the tip of the tool, or horizontal length comp offset to the distance from the center of the drill or aggregate to the tip of the tool.

Set Distance from tip of tool to center of spindle in work coordinate or horizontal length offset.
The tool will start above the part at the 4th Axis Safe point.
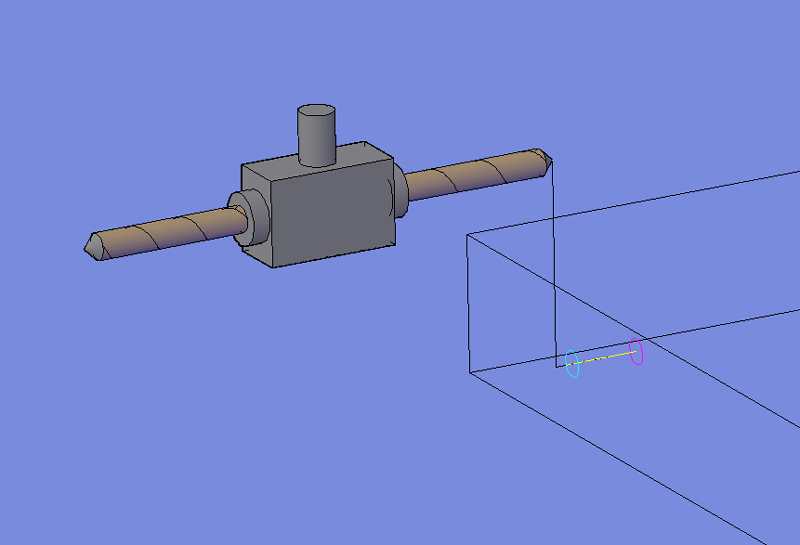
Next the tool will move down to the center of the hole, but still .25" away from the part as set by the Safety Plane. This will be a Rapid Traverse (G0) move.
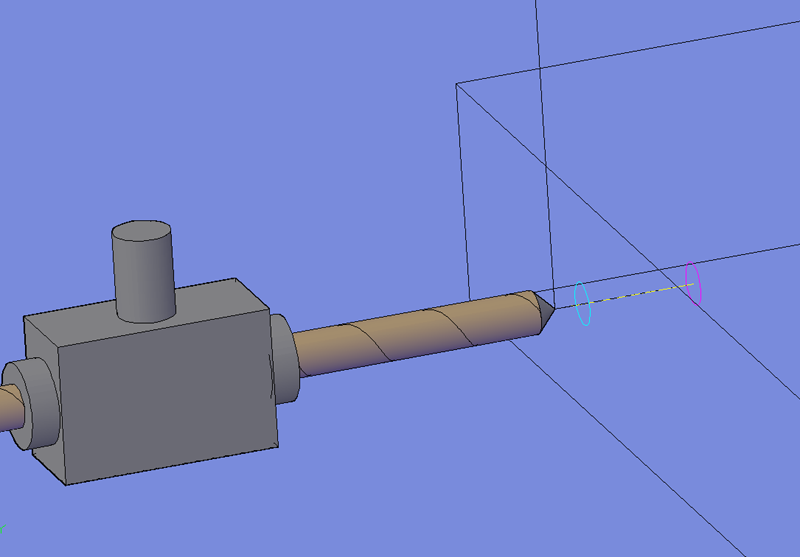
Next, the tool will feed into the part from the Safety Plane to the depth of cut (or depth of first pass if set to multiple passes) in feed mode (G1).
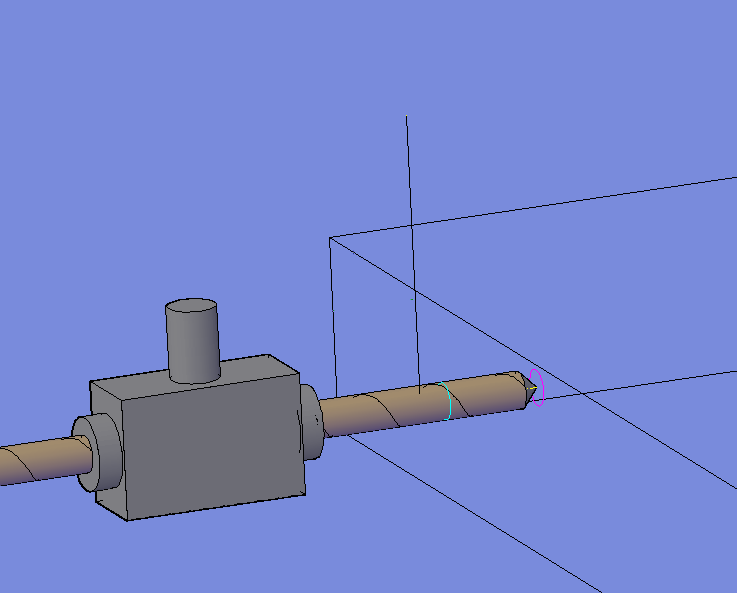
Once the tool has reached the bottom of the hole, it will retract back to the Safety Plane. This will be a Rapid Traverse move (G0) since there is no material to remove and the tool is retracting back to the point it just came from.
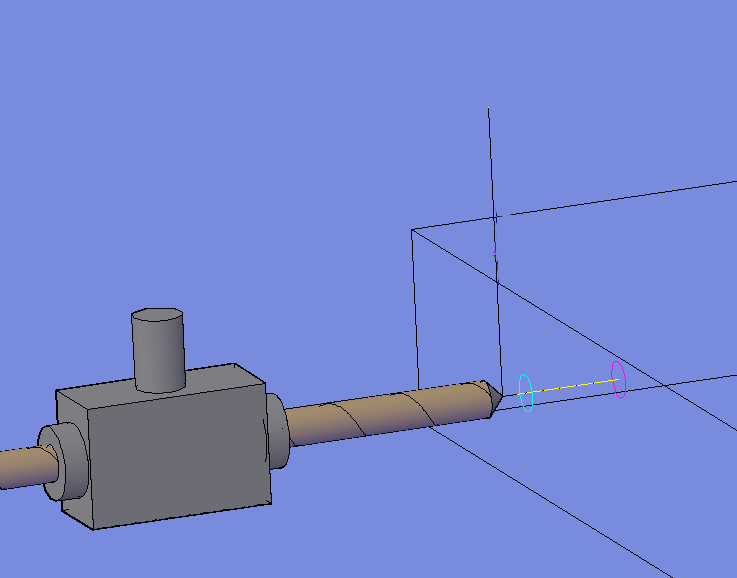
The last move will be to retract back to the 4th Axis Safe point. This will also be a Rapid Traverse (G0) move. This is the position the tool started from.
Using this method of offset only requires you to use either the Plane Detect with a Horizontal Tool Length offset or set the Work Coordinate to the tip of the tool.